Die Casting Technologies of Automobile Structural Parts (Part Three)
3.6 The vacuum process
Vacuum filling is an important process measure for die casting of automobile structural parts. The following aspects should be paid attention to when using vacuum process:
(1) Start the vacuum system in time, and start vacuuming immediately after the punch seals the pouring port.
(2) The power of the vacuum system is sufficient and the vacuum will be fast.
(3) The required vacuum must be obtained before the pressure chamber is full, otherwise there will be effects.
(4) Extend the vacuum time as much as possible, and close the vacuum valve as late as possible.
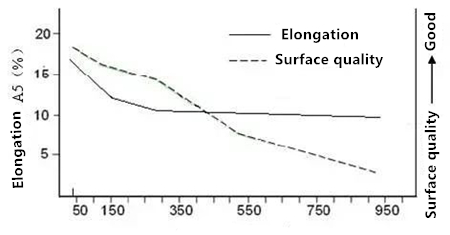
The experiment result shows that when the absolute pressure in the cavity is above 300mbar, it has little effect on the elongation of the casting. When the absolute pressure in the cavity reaches below 150mbar, the elongation of the casting increases significantly with the increase in vacuum. The degree of vacuum also has a significant impact on surface quality of the castings. The surface quality of the castings improves with the increase of the vacuum, as it is shown in Figure 3. The bubbles in the casting decrease with the increase of the vacuum degree, but the bubble is not the dominant factor affecting the elongation of the casting. The high vacuum can also enlarge the die casting process window and make the die casting process loose. However, the high vacuum has high requirements on the performance of vacuum equipment, which will increase the cost of the vacuum process. The dual circuit vacuum system is very effective for die castings of structural parts. Figure 4(a) is the schematic diagram of the dual circuit vacuum system, and Figure 4(b) is the Vacu2 dual circuit vacuum system.
The air extraction port of one circuit in the double circuit vacuum system is arranged at the upper end of the pressure chamber, and is mainly used for extracting air in the pressure chamber. When the injection punch moves forward to seal the pouring port, the vacuum of the pressure chamber starts and closes at the moment when the punch is about to seal the air port. The other circuit is basically the same as the traditional vacuum process, and is mainly used to extract air from the cavity. The double circuit vacuum system can accelerate the vacuuming speed, which is beneficial to obtaining stable die castings with high quality. The injection punch embedded with a special steel ring or copper ring can reduce the gap between the punch and pressure chamber, increasing the sealing performance.
3.7 Die casting machine and die casting process optimization
The die casting process is very important for the production of qualified automobile structural parts. The correct selection of injection mode and injection parameters is good for reducing the defects in the die casting parts. A considerable part of the gas in the die casting comes from the pre-filling stage of the molten metal in the pressure chamber, so full attention should be paid to optimizing the injection mode of the slow injection stage to prevent the molten metal from entraining gas in the pressure chamber. The mold release agent and lubricant should be selected correctly, and the spraying process should be optimized. The performance of the die casting machine should be stable, and it must have a flexible programming mode and real-time control system to ensure that the entire die casting process is reasonable and the process parameter deviation is minimal. The mold temperature should be accurately controlled, and the flow and temperature of each cooling circuit should be monitored through the cooling water distributor to form the required temperature distribution. Good mold designs, proper die casting processes and ideal filling modes can ensure excellent casting quality and reduce the dependence on vacuum. In addition, squeeze pins can also be used in important parts or thick walled parts to reduce shrinkage porosity or increase density. Using the molten metal front sensor to accurately know the flow of the molten metal, the filling mode can be optimized.
4. Die casting structural parts and applications
Using die casting machines and structural part die casting processes, the die casting of automobile structural parts has become a large scale of production in Europe. Some structural parts will be introduced, which have been installed in many cars, greatly reducing the weight of the car body, improving the body structure and meeting the requirements of automotive applications.
Figure 5 is a B-shaped bracket installed in the middle of the car body and between the front and back doors. The die-cast B-shaped bracket has good dimensional stability and high yield strength and elongation after heat treatment.
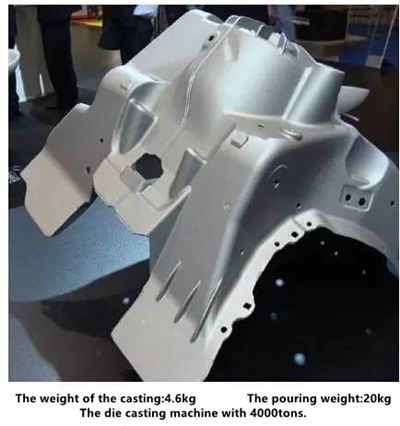
Figure 6 is a die-cast aluminum alloy door frame. Using aluminum alloy die casting structure instead of the original steel plate structure, the entire door can reduce the weight by about 40kg, and the weight reduction is obvious. The die casting door frame also has very good rigidity, and welding, riveting and bolting can be used to improve assembly accuracy. Figure 7 is the die casting of the upper cover of the front wheel shock absorber, which is installed at the front end of the car and bears a very large dynamic load. The wall thickness of this workpiece is only 3mm, which reflects the best performance of the die casting. Figures 8 and 9 are the longitudinal members and suspension arms, which are installed in the lower part of the car body, bearing large loads. They require good strength and extensibility. Figure 10 is the magnesium alloy middle control board, which is installed in the middle of the car. The wall thickness of the magnesium alloy central control board die casting part is only about 2mm. The magnesium alloy central control board has high dimensional accuracy and is easily assembled, which greatly reduces the weight of the components.



5. Conclusion
Automotive structural parts have high requirements for strength and toughness. With the help of process measures and optimized process factors, the structural part die casting process adopts a universal die casting machine to realize the industrialized production of die-cast automotive structural parts. The automobile structural parts produced by the die casting process can be heat treated, welded, riveted and bonded, and their quality and performance fully meet the requirements. Die-cast automotive structural parts have entered the automotive market in Europe, and gradually popularize from high-end cars to low-end cars, gradually expanding the scope of the application. The successful die casting of structural parts indicates that die casting technology has reached a new level. At present, the profit margin of die casting of automobile structural parts is relatively good, and the Chinese die casting industry should also actively carry out technological development and follow-up, sharing the achievements of die casting technology progresses.
Vacuum filling is an important process measure for die casting of automobile structural parts. The following aspects should be paid attention to when using vacuum process:
(1) Start the vacuum system in time, and start vacuuming immediately after the punch seals the pouring port.
(2) The power of the vacuum system is sufficient and the vacuum will be fast.
(3) The required vacuum must be obtained before the pressure chamber is full, otherwise there will be effects.
(4) Extend the vacuum time as much as possible, and close the vacuum valve as late as possible.
The experiment result shows that when the absolute pressure in the cavity is above 300mbar, it has little effect on the elongation of the casting. When the absolute pressure in the cavity reaches below 150mbar, the elongation of the casting increases significantly with the increase in vacuum. The degree of vacuum also has a significant impact on surface quality of the castings. The surface quality of the castings improves with the increase of the vacuum, as it is shown in Figure 3. The bubbles in the casting decrease with the increase of the vacuum degree, but the bubble is not the dominant factor affecting the elongation of the casting. The high vacuum can also enlarge the die casting process window and make the die casting process loose. However, the high vacuum has high requirements on the performance of vacuum equipment, which will increase the cost of the vacuum process. The dual circuit vacuum system is very effective for die castings of structural parts. Figure 4(a) is the schematic diagram of the dual circuit vacuum system, and Figure 4(b) is the Vacu2 dual circuit vacuum system.
The air extraction port of one circuit in the double circuit vacuum system is arranged at the upper end of the pressure chamber, and is mainly used for extracting air in the pressure chamber. When the injection punch moves forward to seal the pouring port, the vacuum of the pressure chamber starts and closes at the moment when the punch is about to seal the air port. The other circuit is basically the same as the traditional vacuum process, and is mainly used to extract air from the cavity. The double circuit vacuum system can accelerate the vacuuming speed, which is beneficial to obtaining stable die castings with high quality. The injection punch embedded with a special steel ring or copper ring can reduce the gap between the punch and pressure chamber, increasing the sealing performance.
3.7 Die casting machine and die casting process optimization
The die casting process is very important for the production of qualified automobile structural parts. The correct selection of injection mode and injection parameters is good for reducing the defects in the die casting parts. A considerable part of the gas in the die casting comes from the pre-filling stage of the molten metal in the pressure chamber, so full attention should be paid to optimizing the injection mode of the slow injection stage to prevent the molten metal from entraining gas in the pressure chamber. The mold release agent and lubricant should be selected correctly, and the spraying process should be optimized. The performance of the die casting machine should be stable, and it must have a flexible programming mode and real-time control system to ensure that the entire die casting process is reasonable and the process parameter deviation is minimal. The mold temperature should be accurately controlled, and the flow and temperature of each cooling circuit should be monitored through the cooling water distributor to form the required temperature distribution. Good mold designs, proper die casting processes and ideal filling modes can ensure excellent casting quality and reduce the dependence on vacuum. In addition, squeeze pins can also be used in important parts or thick walled parts to reduce shrinkage porosity or increase density. Using the molten metal front sensor to accurately know the flow of the molten metal, the filling mode can be optimized.
4. Die casting structural parts and applications
Using die casting machines and structural part die casting processes, the die casting of automobile structural parts has become a large scale of production in Europe. Some structural parts will be introduced, which have been installed in many cars, greatly reducing the weight of the car body, improving the body structure and meeting the requirements of automotive applications.
Figure 5 is a B-shaped bracket installed in the middle of the car body and between the front and back doors. The die-cast B-shaped bracket has good dimensional stability and high yield strength and elongation after heat treatment.
Figure 6 is a die-cast aluminum alloy door frame. Using aluminum alloy die casting structure instead of the original steel plate structure, the entire door can reduce the weight by about 40kg, and the weight reduction is obvious. The die casting door frame also has very good rigidity, and welding, riveting and bolting can be used to improve assembly accuracy. Figure 7 is the die casting of the upper cover of the front wheel shock absorber, which is installed at the front end of the car and bears a very large dynamic load. The wall thickness of this workpiece is only 3mm, which reflects the best performance of the die casting. Figures 8 and 9 are the longitudinal members and suspension arms, which are installed in the lower part of the car body, bearing large loads. They require good strength and extensibility. Figure 10 is the magnesium alloy middle control board, which is installed in the middle of the car. The wall thickness of the magnesium alloy central control board die casting part is only about 2mm. The magnesium alloy central control board has high dimensional accuracy and is easily assembled, which greatly reduces the weight of the components.
5. Conclusion
Automotive structural parts have high requirements for strength and toughness. With the help of process measures and optimized process factors, the structural part die casting process adopts a universal die casting machine to realize the industrialized production of die-cast automotive structural parts. The automobile structural parts produced by the die casting process can be heat treated, welded, riveted and bonded, and their quality and performance fully meet the requirements. Die-cast automotive structural parts have entered the automotive market in Europe, and gradually popularize from high-end cars to low-end cars, gradually expanding the scope of the application. The successful die casting of structural parts indicates that die casting technology has reached a new level. At present, the profit margin of die casting of automobile structural parts is relatively good, and the Chinese die casting industry should also actively carry out technological development and follow-up, sharing the achievements of die casting technology progresses.
Related News
- Industrialization of the Composite 3D Printing for General Motors
- Porsche and GM Have Obtained Achievement in 3D Printing Auto Parts Technology
- Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part Two)
- Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part One)
- Die Casting Technologies of Automobile Structural Parts (Part Three)
- The Die Casting Technology of Automobile Structural Parts (Part Two)
- The Die Casting Technology of Automobile Structural Parts (Part One)
- Application of Heat-Free Aluminum Alloys to Integrated Die-Casting
- Mechanical Properties and Microstructure of Heat-Free Alloys
- Designing Die-Cast Molds for Complex Shells
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2026 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Die Casting, Linear Robot Arm for Die Casting Machine, China Manufacturers.
Website Design & Support: jeawin.com